- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


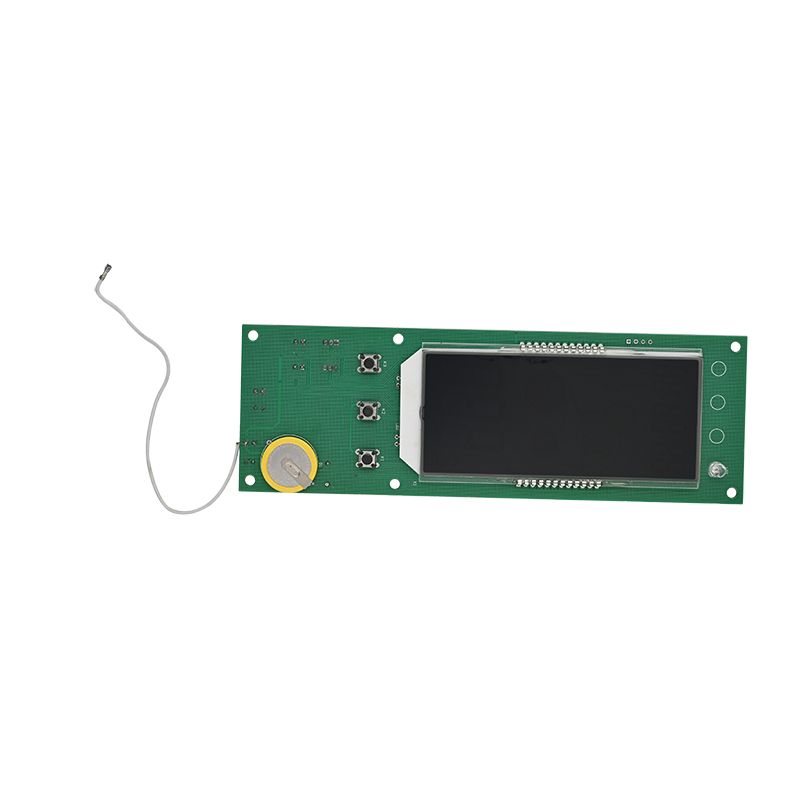
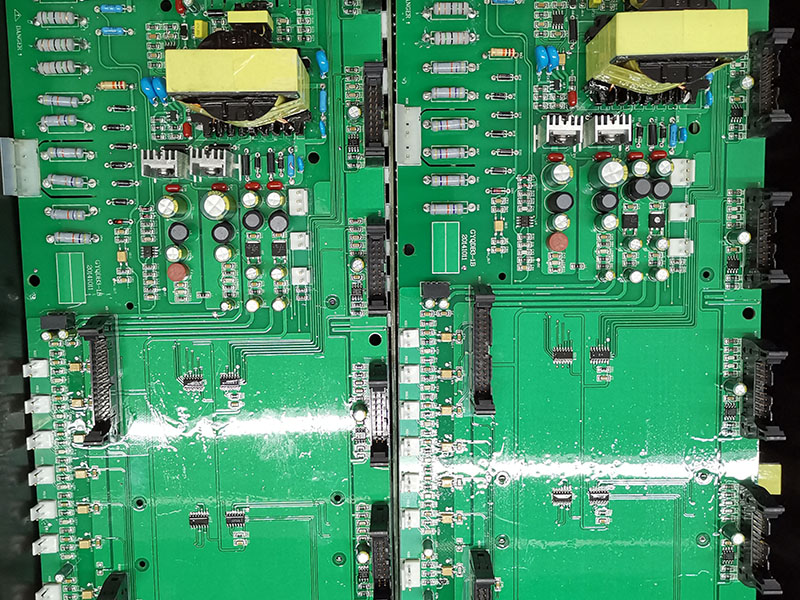
konditsioneer PCBA
Unixplore Electronics on Hiina ettevõte, mis on keskendunud esmaklassiliste kliimaseadmete PCBA loomisele ja tootmisele alates 2008. aastast. Meil on ISO9001:2015 ja IPC-610E PCB koostestandardite sertifikaadid.
Mudel:UE-205
Saada päring
Tootekirjeldus
Kuidas parandada õhukonditsioneeri PCBA SMT jootmisprotsessi esmakordset kiirust
Unixplore Electronics on pühendunud kõrgekvaliteediliste toodete arendamisele ja tootmiseleKonditsioneer PCBA OEM- ja ODM-tüüpi kujul alates 2011. aastast.
Konditsioneeri PCBA SMT-jootmise esimese läbimise kiiruse parandamiseks, st jootmise kvaliteedi ja tootlikkuse parandamiseks, kaaluge järgmist.
Protsessi parameetrite optimeerimine:SMT montaažiprotsessi kavandamisel paigutage komponendid ratsionaalselt, võttes arvesse komponentide vahekaugust ja orientatsiooni, et vähendada häireid ja vigu kliimaseadme PCBA jootmisprotsessi ajal.
Kontrollige seadme olekut:Normaalse ja stabiilse töö tagamiseks kontrollige ja hooldage SMT seadmeid regulaarselt. Vahetage vananenud komponendid kiiresti välja, et tagada seadme normaalne töö.
Komponentide paigutuse optimeerimine:SMT montaažiprotsessi kavandamisel paigutage komponendid ratsionaalselt, võttes arvesse komponentide vahekaugust ja orientatsiooni, et vähendada häireid ja vigu kliimaseadme PCBA jootmisprotsessi ajal.
Täpne komponentide paigutus:Tagage komponentide täpne paigutus ja positsioneerimine, kasutades täpseks jootmiseks sobivas koguses jootepastat ja SMT-seadmeid.
Täiustage töötajate koolitust:Pakkuge operaatoritele professionaalset koolitust, et parandada nende SMT-jootmise tehnikaid ja tööoskusi, vähendades töövigu ja jootmise kvaliteediprobleeme.
Range kvaliteedikontroll:Võtta kasutusele ranged kvaliteedikontrolli standardid ja protsessid, igakülgselt jälgida ja kontrollida jootmise kvaliteeti ning kiiresti tuvastada, kohandada ja parandada probleemid.
Pidev täiustamine:Analüüsige keevitusprotsessi ajal regulaarselt kvaliteediprobleeme ja defektide põhjuseid, rakendage pidevaid täiustusi, optimeerige protsesse ja protseduure ning suurendage jootmise saagikust ja toote kvaliteeti.
Ülaltoodud meetmeid põhjalikult kaaludes ja rakendades saab õhukonditsioneeri PCBA SMT-jootmise tootlikkust tõhusalt parandada, tagades jootmise kvaliteedi ja tootekvaliteedi stabiilsuse ja usaldusväärsuse.
Konditsioneeri PCBA tootmine
* Kliendi tarnitud Gerber-fail ja Bom-nimekiri
* Toodetud tühi PCB, komponendid ostetud meie poolt
* PCB valmistamine täielikult kokku pandud osadega
* Enne saatmist 100% funktsionaalselt testitud
* RoHS-iga ühilduv pliivaba tootmisprotsess
* Kiire kohaletoimetamine sõltumatu ESD-paketiga
* Ühekordne elektrooniline tootmisteenus PCB projekteerimiseks, trükkplaatide paigutuseks, trükkplaatide tootmiseks, komponentide hankimiseks, PCB SMT ja DIP kokkupanekuks, IC programmeerimiseks, funktsiooni testimiseks, pakendamiseks ja tarnimiseks
* Toodetud tühi PCB, komponendid ostetud meie poolt
* PCB valmistamine täielikult kokku pandud osadega
* Enne saatmist 100% funktsionaalselt testitud
* RoHS-iga ühilduv pliivaba tootmisprotsess
* Kiire kohaletoimetamine sõltumatu ESD-paketiga
* Ühekordne elektrooniline tootmisteenus PCB projekteerimiseks, trükkplaatide paigutuseks, trükkplaatide tootmiseks, komponentide hankimiseks, PCB SMT ja DIP kokkupanekuks, IC programmeerimiseks, funktsiooni testimiseks, pakendamiseks ja tarnimiseks
Unixplore'i PCB ja PCB kokkupaneku võimalus
| Parameeter | Võimekus |
| Kihid | 1-40 kihti |
| Kooste tüüp | Läbiv auk (THT), pindkinnitus (SMT), segatud (THT+SMT) |
| Komponendi minimaalne suurus | 0201(01005 mõõdik) |
| Komponendi maksimaalne suurus | 2,0 x 2,0 x 0,4 tolli (50 mm x 50 mm x 10 mm) |
| Komponentide pakettide tüübid | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP jne. |
| Minimaalne padja kõrgus | 0,5 mm (20 miili) QFP, QFN ja 0,8 mm (32 miili) BGA jaoks |
| Minimaalne jälje laius | 0,10 mm (4 miili) |
| Minimaalne jälgede kliirens | 0,10 mm (4 miili) |
| Minimaalne puuri suurus | 0,15 mm (6 miili) |
| Maksimaalne tahvli suurus | 18 tolli x 24 tolli (457 mm x 610 mm) |
| Tahvli paksus | 0,0078 tolli (0,2 mm) kuni 0,236 tolli (6 mm) |
| Tahvli materjal | CEM-3, FR-2, FR-4, kõrge Tg, HDI, alumiinium, kõrgsagedus, FPC, jäik-Flex, Rogers jne. |
| Pinnaviimistlus | OSP, HASL, Flash Gold, ENIG, Gold Finger jne. |
| Jootepasta tüüp | Pliivaba või pliivaba |
| Vase paksus | 0,5 OZ – 5 OZ |
| Montaažiprotsess | Reflow jootmine, lainejootmine, käsitsi jootmine |
| Kontrollimeetodid | Automatiseeritud optiline kontroll (AOI), röntgenikiirgus, visuaalne kontroll |
| Testimismeetodid ettevõttesiseselt | Funktsionaalne test, sondi test, vananemise test, kõrge ja madala temperatuuri test |
| Pöördeaeg | Proovide võtmine: 24 tundi kuni 7 päeva, Mass Run: 10-30 päeva |
| PCB montaaži standardid | ISO9001:2015; ROHS, UL 94V0, IPC-610E klass ll |
Unixplore lisandväärtusega EMS-teenus
● IC-i eelprogrammeerimise teenus failivormingusHEX,ELFjaBIN.
Kuidas parandada õhukonditsioneeri PCBA SMT jootmisprotsessi esmakordset kiirust
● Kastiehitusteenus, sealhulgas plast- ja metallkorpuse vormide ja osade tootmine
0,5 mm (20 miili) QFP, QFN ja 0,8 mm (32 miili) BGA jaoks
● Juhtmestiku ja kaablikomplekt
● Valmistoote komplekt, sealhulgas kast, ekraan, membraanlüliti, märgistus ja kohandatud kasti või jaemüügikarbi pakkimine.
● Soovi korral on saadaval mitmesugused kolmanda osapoole PCBA testid
● Toote sertifitseerimisabi
Kuidas parandada õhukonditsioneeri PCBA SMT jootmisprotsessi esmakordset kiirust
● Kastiehitusteenus, sealhulgas plast- ja metallkorpuse vormide ja osade tootmine
0,5 mm (20 miili) QFP, QFN ja 0,8 mm (32 miili) BGA jaoks
● Juhtmestiku ja kaablikomplekt
● Valmistoote komplekt, sealhulgas kast, ekraan, membraanlüliti, märgistus ja kohandatud kasti või jaemüügikarbi pakkimine.
● Soovi korral on saadaval mitmesugused kolmanda osapoole PCBA testid
● Toote sertifitseerimisabi
PCBA tootmisprotseduur
-

1.Automaatne jootepasta printimine
-
2.jootepasta trükk tehtud
-

3.SMT valik ja koht
-
4.Montaažiprotsess
-
5.valmis uuesti jootmiseks
-
6.reflow jootmine tehtud
-
7.AOI jaoks valmis
-

8.AOI kontrolliprotsess
-

9.THT komponentide paigutus
-

10.lainejootmise protsess
-
11.THT kokkupanek tehtud
-

12.AOI ülevaatus THT kokkupanekuks
-

13.IC programmeerimine
-
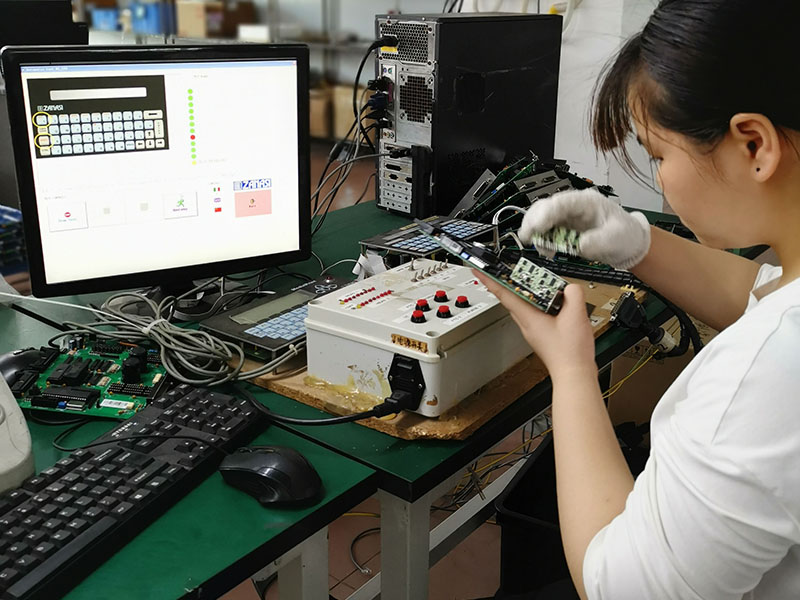
14.funktsiooni test
-
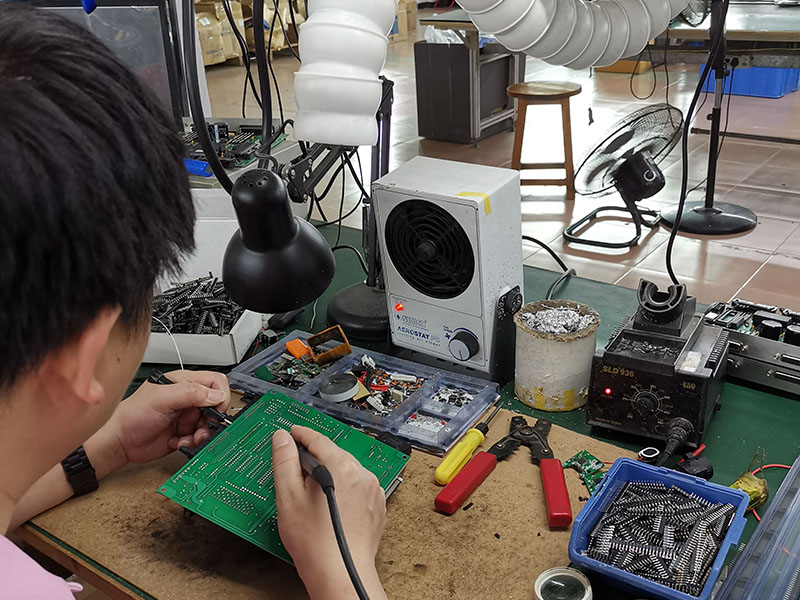
15.QC kontroll ja remont
-
16.PCBA konformne katmise protsess
-

17.Tarne stabiilsus:
-

18.Saatmiseks valmis
Pakendamine
PCBA jaoks
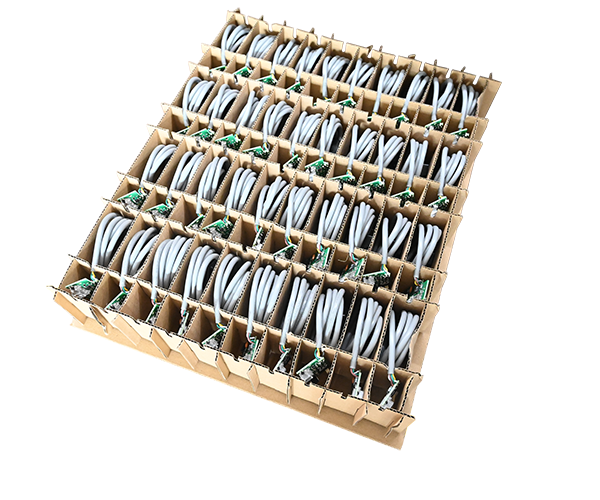

Valmistoote jaoks


Kuumad sildid: konditsioneer PCBA, Hiina, tootjad, tarnijad, tehas, kohandatud, odav, kvaliteet, täiustatud, CE, 1-aastane garantii, hind
Seotud kategooria
Kodumasinate PCBA
Tööstusliku juhtimise PCBA
Auto PCBA
Tarbeelektroonika PCBA
Meditsiiniseadmed PCBA
Turvasüsteem PCBA
Tervishoiu PCBA
LED valgustus PCBA
IoT PCBA
Elektriline aiatööriist PCBA
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.